











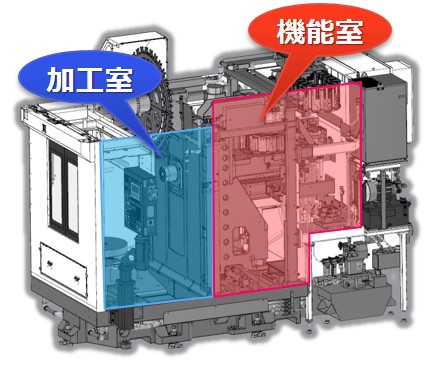
■加工室を分離することにより機能室への切粉・クーラント侵入を防止する
■切粉の溜まらないカバー構造と最適な洗浄方法により発生した切粉を堆積させない
■1次フィルターとサイクロンフィルターによりクーラント内の切粉・スラッジを徹底除去
■空油圧機器の集中配置によるメンテナンス性の向上
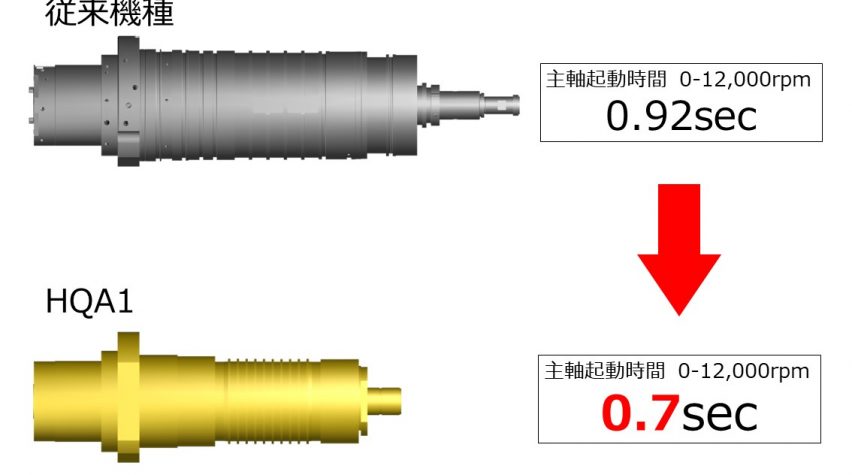
■高加減速スピンドル
アルミ加工に特化した主軸全長・主軸径とする事でイナーシャ低減を実現し最高回転速度到達時間を短縮
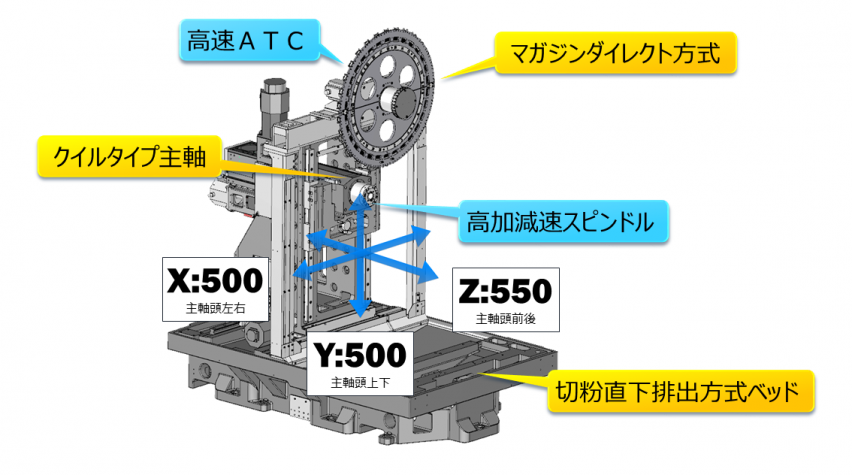
■クイルタイプ主軸
■マガジンダイレクト方式の工具交換
■切粉直下排出方式ベッド
■Z軸ストローク550mm
従来#40横形よりZ軸ストロークを50mm延長
⇒シリンダヘッド加工における、オイルギャラリー穴・カム穴等の深穴加工への対応
| 項目 | 単位 | 標準仕様 | ||
|---|---|---|---|---|
| HMP-450HQA1 | ||||
| タイプ | 加工方向 | ― | 横形 | |
| 移動方式 | ― | 主軸クイル式 | ||
| 主軸 | 主軸テーパ | ― | HSK-A63 | |
| 最高回転速度 | min-1 | 12,000 | ||
| 移動距離 | X軸 | mm | 500 | |
| Y軸 | mm | 500 | ||
| Z軸 | mm | 550 | ||
| 送り速度 | 早送り速度 | m/min | X・Y・Z:60 | |
| 切削送り速度 | mm/min | 20,000 | ||
| ATC装置 | 工具保有数 | pcs | 30 | |
| その他 | 所要床面積 | mm | 1,500×3,710 | |
| NC装置 | FANUC Series 0i-MODEL F | |||
豊和工業株式会社 機械事業部
工作機械グループ 営業チーム